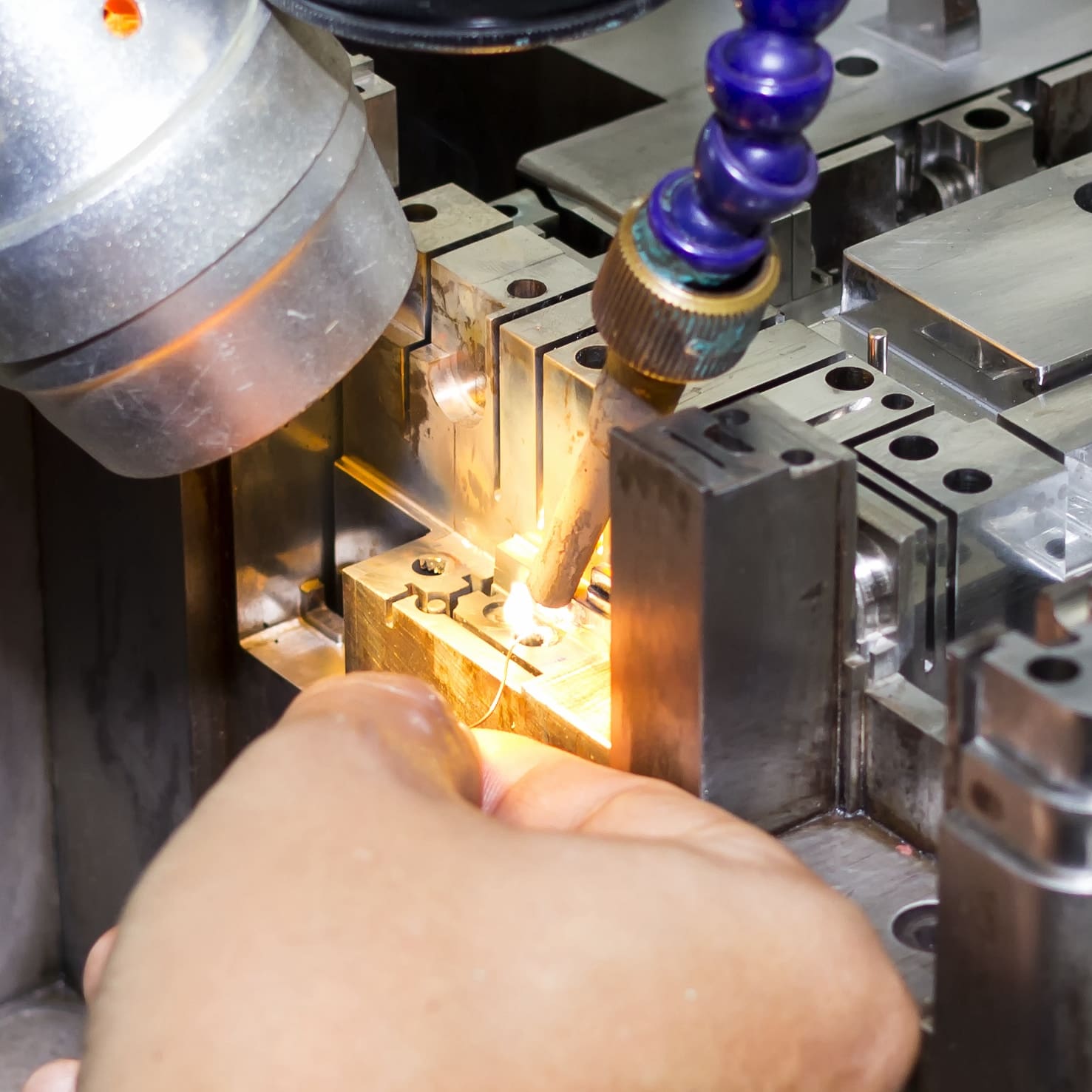


















Технологические особенности лазерной сварки
Лазер обеспечивает возможность выполнения двух видов сварки – точечной и шовной, при этом обеспечивается широкий диапазон изменения режимов и плотности мощности вводимой энергии (от 103 до 107 Вт/см2), позволяющий эффективно сваривать материалы толщинами от единиц микрон до десятков миллиметров. Точечная сварка обычно проводится с помощью импульсного излучения. Шовную сварку можно выполнить как импульсным излучением, при последовательном наложении зон лазерного воздействия с перекрытием, так и с помощью непрерывного излучения.
К импульсной лазерной сварке проявляется большой интерес со стороны различных отраслей промышленности за счет целого ряда преимуществ позволяющего эффективно заменять дуговую с неплавящимся электродом, контактную, электронно-лучевую и др. без принципиального изменения конструкции детали.
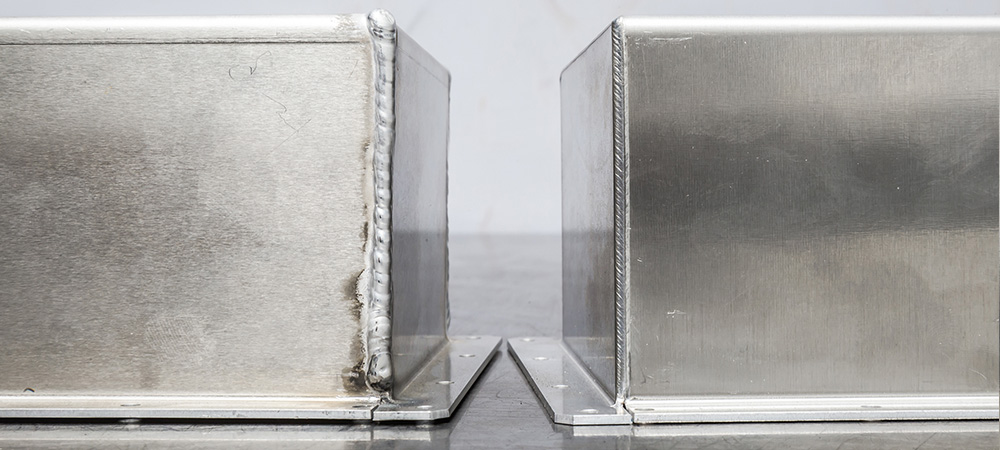
- При сварке образуется очень малая зона термического влияния, т.е. практически не наблюдается изменение свойств материала. Ширина получаемого шва до 2-5 раз меньше.
- Локальность воздействия и незначительное тепловое влияние на металл «околошовной зоны», как следствие минимальная деформация свариваемых деталей. В отдельных случаях деформация может быть уменьшена до 10 раз.
- При лазерной сварке обеспечивается высокая точность позиционирования луча лазера на стык свариваемых деталей, за счет использования оптических систем наблюдения.
- При работе в импульсном режиме обеспечивается возможность непосредственного наблюдения за процессом сварки без эффекта ослепления.
- Возможна сварка материалов с резко различающимися физическими свойствами, а так же магнитных сплавов.
- Малый диаметр зоны воздействие в сочетании с большой плотностью мощности позволяет формировать глубокую и узкую область проплавления «кинжальной» формы.
- В отличие от электронно-лучевой лазерная сварка не требует наличия вакуумных камер или камер с контролируемой атмосферой. Это позволяет сваривать крупногабаритные изделия и снижает время на подготовку, сокращая производственные затраты. При лазерной сварке отсутствует вредное рентгеновское излучение.
- Лазерная сварка отличается гибкостью, процесс легко переналаживается на обработку других материалов и деталей (отсутствует необходимость в специальных электродах, флюсах и других дополнительных материалах)
- Возможность сварки в труднодоступных местах вследствие бесконтактности воздействия (сварка на расстоянии), например в углублениях гофрированных конструкций, внутренних полостях и тп. Проведение обработки через прозрачные материалы (например, через иллюминатор камеры с контролируемой атмосферой).
- Стерильность технологического процесса и исключение попадания инородных материалов.
- Высокая скорость процесса, уменьшает зону термического влияния и снижает вероятность разупрочнения материала, трещинообразования, снижения коррозийной стойкости и т.п.
- Производительность во много раз выше.
В совокупности все эти преимущества, в ряде случаев, делают лазерную сварку экономически более выгодной, несмотря на высокую стоимость оборудования. При этом лазерная сварка позволяет расширить ассортимент деталей вместе с увеличением качества и скорости производства.